
随着全球患病率的攀升与人口老龄化趋势的持续深化,药品市场需求呈现显著增长。在这一背景下,药品包装作为保障药物安全、有效的重要环节,其人性化与防差错设计愈发受到关注。在多种包装形式中,泡罩包装凭借其优异的阻隔性、美观的外形、长货架期、使用便捷、高透明度以及便于定剂量给药等优势,展现出强劲的发展潜力,已成为制药领域应用最广泛、增长最迅速的软包装形式之一,相应带动泡罩药品需求呈爆发式增长。

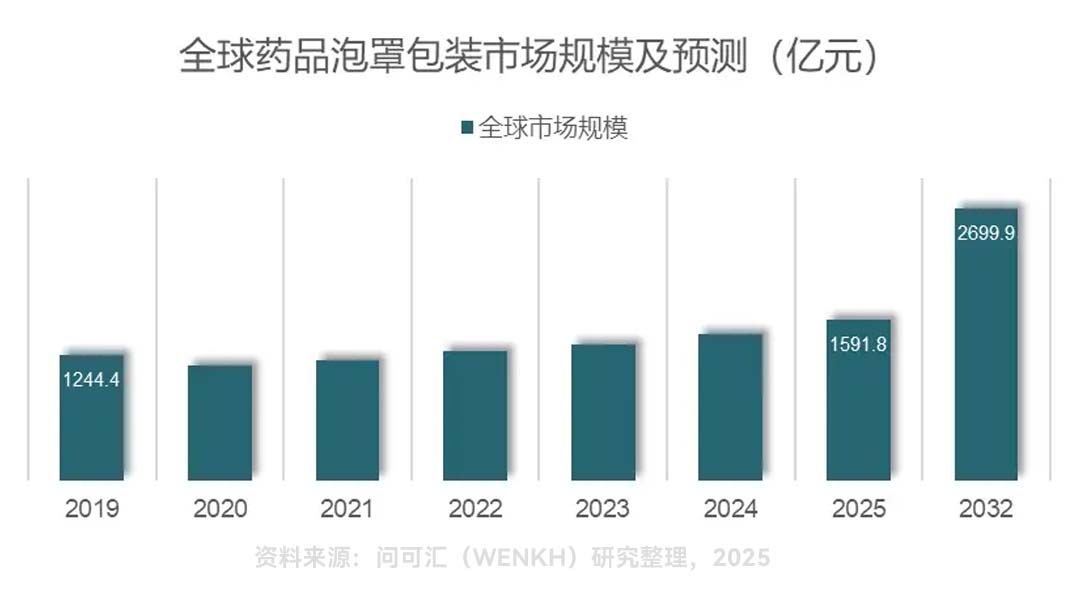
根据问可汇(WENKH)深度研究分析,2025年全球药品泡罩包装市场规模已达1592亿元,预计未来将以7.84%的年复合增长率持续扩张,至2032年市场规模将攀升至2700亿元。
泡罩包装通常通过真空吸泡、吹泡或模压方式成型,在将药品填充入泡罩后,使用铝箔等覆盖材料,在特定温度、压力和时间的条件下进行热合密封。然而,由于生产工艺中诸多因素的影响,成品泡罩药品难免出现外观缺陷,如何确保每一板药品都符合严格的医药质量标准,成为药企必须面对的现实问题。

那么,在高速生产的同时,如何实现高效、精准的质量控制呢?纳威尔公司自主研发的全自动泡罩检测机,正是针对这一痛点提出的解决方案。该设备可与泡罩包装机实现联线作业,对泡罩板的正、反两面进行全方位自动检测,能够快速且准确地识别出胶囊、药片以及泡罩板本身存在的多种缺陷,并自动分离不合格产品。其检测速度可达每分钟800次,充分匹配现代片剂和胶囊生产线的高速运行需求,为大批量生产下的质量稳定性提供了有力保障。

面向未来,随着药品质量管理体系的日益严格,制药行业的竞争将更集中于技术与产品质量的比拼。在此趋势下,具备高可靠性、高精度的智能检测设备,无疑将成为药企提升合规性与市场竞争力的关键工具之一。纳威尔在医药智能检测领域拥有多年的技术积累与应用经验,致力于为行业提供具有竞争力的检测方案。我们期待与更多制药企业携手,共同探索质量管控的优化路径,助力泡罩包装行业实现更加健康、可持续的发展。
 扫一扫,了解更多
扫一扫,了解更多



